Инжиниринговая компания «Газсерф»
Москва, Волоколамское шоссе, д. 1, стр. 1
+7 (495) 929 71 48 | info@gazsurf.com
Инжиниринговая компания «Газсерф»
Москва, Волоколамское шоссе, д. 1, стр. 1
Опыт строительства завода глубокой переработки попутного нефтяного газа
Заказчик: ТОО «Саутс-Ойл»
Месторасположение: Республика Казахстан, Кызылординская область, месторождение «Кенлык»
Производительность установки по входному газу: 110 млн. нм3/год
Продукты:
-
СПБТ (смесь пропан-бутан техническая) — до 40 тыс. тонн/год
- Конденсат газовый стабильный — до 10 тыс. тонн/год
- СОГ (сухой отбензиненный газ) — до 95 млн. нм3/год
Объем работ:
Концептуальный инжиниринг, проектирование, поставка оборудования, шефмонтаж, пусконаладка.
Период выполнения работ: январь 2010 — июль 2011
Описание установки
Установка комплексной переработки попутного нефтяного газа производительностью по входящему газу 110 млн. нм3/год размещена на площадке нефтяного месторождения «Кенлык», находящегося в Кызылординской области Республики Казахстан. Вырабатываемая продукция — СОГ (сухой отбензиненный газ) по СТ РК

Задачи проекта
Хорошо известно, что именно нефтяная отрасль Казахстана на сегодняшний день является одной из важнейших в экономической инфраструктуре республики. Доходы от поставок нефтегазового сырья и нефтепродуктов собственного производства на внутренний и внешний рынки во многом обеспечивают невиданное увеличение ВВП на
Компания «Саутс-Ойл» заслуженно считается одним из наиболее успешных и динамично развивающихся предприятий на нефтегазовом рынке Казахстана, поэтому задачи, поставленные выше, особенно актуальны для них. Мы предложили компании «Саутс-Ойл» ряд высокоэффективных решений, которые позволили не только решить проблемы со сжиганием попутного нефтяного газа, но и даже заработать на этом. Кроме того, рекомендуемые нами решения быстро реализуемы — не более 1,5-2-х лет с подписания контракта. Если перефразировать известную поговорку, то наша компания всегда «убивает» сразу трех зайцев: решает экологическую проблему, помогает заработать заказчику и реализует всё это в кратчайшие сроки.
Если повести итог всего вышенаписанного, то основная цель данного проекта — это максимальная переработка попутного нефтяного газа с получением высококачественных продуктов, востребованных у покупателей в Казахстане и за его пределами.

Основные решения
Попутный нефтяной газ (ПНГ) — это природный углеводородный газ (смесь газов и парообразных углеводородных и не углеводородных компонентов), растворенный в нефти или находящийся в «шапках» нефтяных и газоконденсатных месторождений. ПНГ является побочным продуктом нефтедобычи, но при этом также ценным сырьем для дальнейшей переработки. Однако в отличие от природного газа, добычу которого можно регулировать в зависимости от объёма потребления, попутный газ извлекается вместе с нефтью, независимо от того имеются или отсутствуют условия для его использования. Поэтому было очень важно обеспечивать широкое регулирование производительности установки по входному потоку ПНГ.
Технологические решения, предложенные нашей компанией основаны на обширной практике передовых североамериканских нефтегазовых компаний и позволяют добиться этого с наилучшими показателями безопасности и эффективности.
Для выполнения вышеперечисленных технических решений нашей компанией предложена, спроектирована, согласована с заказчиком, поставлена и успешно запущена в работу установка комплексной переработки попутного нефтяного газа, состоящей из следующих блоков:
Блок приема попутного нефтяного газа
Блок приема попутного нефтяного газа предназначен для отделения свободной воды, углеводородного конденсата и механических примесей. Сепаратор входящего газа представляет собой емкостной аппарат, расположенный вертикально. Аппарат и основная обвязка выполнена на скиде.

Компрессорная станция
Компрессорная станция, состоящая из

Блок первичной подготовки и осушки газа
Трехфазный сепаратор представляет собой емкостной аппарат, расположенный горизонтально. Основное назначение трехфазного сепаратора — это отделение, образованного в процессе сжатии газа, конденсата. С верха трехфазного сепаратора выходит газ, из «середины» конденсат, а третья фаза (водная) направляется в дренажную емкость периодического опорожнения.

Блок осушки газа адсорбционного типа
Молекулярно-ситовой осушитель газа представляет собой аппараты колонного типа. Основное его назначение — это выделение влаги из газа, т.е. доведение точки росы газа до уровня, необходимого для дальнейшей переработки газа. В качестве адсорбента используются молекулярные сита (цеолиты). Процесс осушки на цеолитах включает в себя стадию адсорбции (поглощение воды цеолитами), и процесс десорбции — регенерация цеолита (выделение воды из пор цеолита). Процесс десорбции ведут газом регенерации, поступающим из печи нагрева газа регенерации молекулярных сит.

Блок низкотемпературной сепарации
Блок сепарации состоит из
Пластинчатые теплообменники участвуют в процессе охлаждения газа, либо за счет рекуперации, либо за счет внешнего холодильного контура.
Низкотемпературный и холодный сепараторы представляет собой емкостные аппараты, расположенные на одном скиде. Основное назначение аппаратов — это отделение конденсата от газа после резкого понижения температуры.

Блок фракционирования
Блок предназначен для получения СПБТ и конденсата газового стабильного. В его состав входят 2 колонны со всеми сопутствующими аппаратами, такими как ребойлеры, емкости рефлюкса, насосы и аппараты воздушного охлаждения.
Колонна-деэтанизатор представляет собой аппарат колонного типа, расположенный вертикально. В качестве массообменных устройств используются тарельчатые контактные устройства. Основное назначение колонны-деэтанизатора — это выделение этановой фракции.
Для поддержания температурного режима колонны, предусмотрено верхнее «острое» орошение, осуществляемое рефлюксными насосами, откачивающими конденсат из ёмкости рефлюкса деэтанизатора. Так же в колонну-деэтанизатор предусмотрена подача тепла. Подача тепла осуществляется по средствам циркуляции кубового потока через ребойлер деэтанизатора.
Колонна-дебутанизатор представляет собой аппарат колонного типа, расположенный вертикально. В качестве массообменных устройств используются тарельчатые контактные устройства. Основное назначение колонны-дебутанизатора — это разделение пропан-бутана и С5+.
Для поддержания температурного режима колонны, предусмотрено верхнее «острое» орошение, осуществляемое рефлюксными насосами, размещенными на скиде ёмкости рефлюкса дебутанизатора, откачивающими конденсат из ёмкости рефлюкса дебутанизатора. Так же в колонну-дебутанизатора предусмотрена подача тепла. Подача тепла осуществляется по средствам циркуляции кубового продукта через ребойлер дебутанизатора.

Пропановый холодильный цикл
Для генерации внешнего холода применена установка искусственного холода на основе пропана на базе винтовых компрессоров производства фирмы Vilter (США) по схеме: один компрессор в работе, а один в резерве. Компрессоры установлены над навесом, что делает оборудование менее уязвимым к атмосферным осадкам и прямым солнечным лучам, что продлевает срок службы оборудования. Также такое техническое решение облегчает работу операторов.

Система хранения и налива
Для хранения готовой продукции и отпуска ее потребителям проектом предусмотрена специализированная площадка базы хранения, площадка насосно-компрессорной и площадка налива СПБТ и конденсата газового стабильного, расположенная отдельно от основного технологического оборудования. В состав технологических сооружений этой площадки входят:
- Резервуарный парк хранения продукции (4 емкости марки ПС-200-0-2-И объемом 200м3 для СПБТ и 1 емкость марки 1-200-1,0-3-И 200м3 для конденсата газового стабильного)
- Насосно-компрессорное отделение (два насоса марки FAS-LGL 3 и два компрессора марки FAS-601/602 для СПБТ, для конденсата газового стабильного два насоса марки FAS-LGL 3)
- Узел налива продукции в автоцистерны-газовозы (две колонки для СПБТ и одна для конденсата газового стабильного)
Все технологическое оборудование и емкости оборудованы предохранительными клапанами для сброса излишков газа на факельный коллектор и защиты аппаратов от превышения давления.

Блок печей нагрева
Печь нагрева представляет собой нагревательный аппарат, где для нагрева теплоносителя используется тепло, выделяемое при сжигании топливного газа. Кроме самой печи в комплект блока входит расширительный бак теплоносителя с насосами.

Компрессорная станция КИПиА
Для обеспечения установки инструментальным воздухом была поставлена компрессорная станция КИПиА на базе винтового компрессора марки SM11 и адсорбционного осушителя холодной регенерации марки DC 12 E (на точку росы минус 70°C) производства немецкой компании Kaeser Kompressoren.

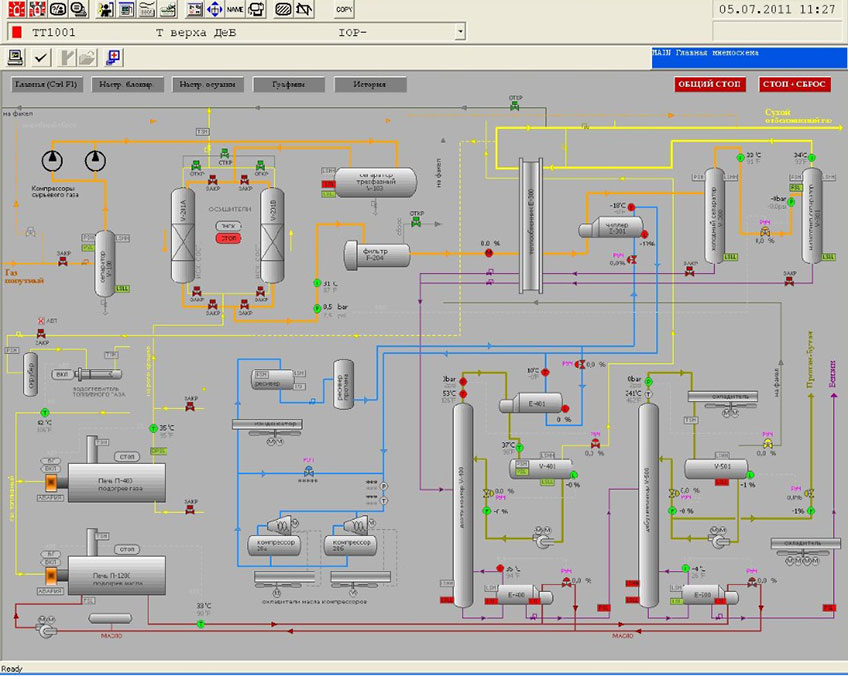
Оборудование операторной и система мониторинга завода
Технологический процесс, а также аппараты установки оборудованы современными контрольно-измерительными приборами, а также всей необходимой предохранительной, запорной, отсечной и регулирующей арматурой. Это позволяет «мониторить» технологический процесс в автоматическом/дистанционном режиме из помещения операторной.
Вид главной мнемосхемы, представленный ниже, содержит условно графические изображения технологических аппаратов, включая изображения потоков и электроагрегатов, анимированные изображения датчиков, запорной, регулирующей арматуры и органов управления.
Результаты
- Всего за 18 месяцев был выполнен проект «под ключ»
- На данный момент заказчик уже более 4 лет эксплуатирует нашу установку, получая высокачественный продукт, который реализуется на рынке Республики Казахстан (а также за ее пределами) по очень выгодным ценам. Кроме этого, часть полученной продукции ТОО «Саутс-Ойл» использует для собственных нужд, а часть использует для поставок населению
- Нефтекомпания «Саутс ойл» внедрила технологию глубокой переработки попутного газа, чем выполнила свои обязательства перед правительством Республики Казахстан и избежала, тем самым, значительных штрафов
- Технология глубокой переработки, используемая на заводе по утилизации газа, значительно сократила выбросы в атмосферу за счет уменьшения сжигания газа на факелах
- За время работы не произошло каких-либо форс-мажорных происшествий, либо значительных поломок оборудования
- Инженеры компании своевременно и с большой ответственность относятся к сервисному обслуживанию оборудования, что позволяет ему работать безостановочно и выдавать необходимые продукты на протяжении всего периода эксплуатации
- Из-за переменного характера подачи ПНГ установка доказала возможность работы в широких диапазонах регулирования
- На установке обеспечен высочайший уровень безопасности, соответствующий всем мировым стандартам
- Предприятие по утилизации ПНГ построено с расчетом на перспективу
- Установка окупилась менее чем за 1,5 года
- Система автоматики и мониторинга значительно облегчила работу операторов, а также свела вероятность человеческого фактора почти к 0

Проекты
Инжиниринговая компания «Газсерф»
Москва, Волоколамское шоссе, д. 1, стр. 1
+7 (495) 929 71 48 | info@gazsurf.com